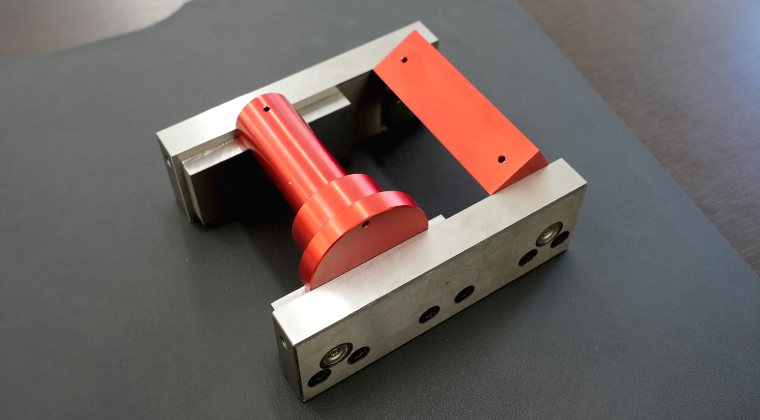
バイスの新しいクランプ方法


新しいクランプ方法!
一瞬で水平にクランプ出来て
ワークのビビリがなくなる!
一瞬で水平にクランプ出来て
ワークのビビリがなくなる!

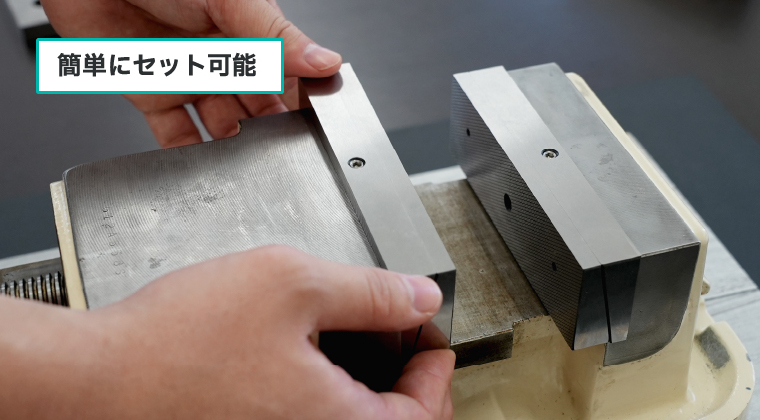
取付け簡単で、時間も短縮!初心者でも簡単に交換!
その上、製品精度もUP!
その上、製品精度もUP!
これまで加工物のセットに掛かっていた時間や加工物を水平にクランプする技術など、従来の口金の問題点を一挙に解消します。
魔法の口金の効果

クランプ時間の短縮
ワークを手で押さえて、バイスを占めるだけで、新人でも正確な加工物のクランプが出来ます。

切削時間の短縮
加工物の底面を密着させる事でバイスと一体化し切削時のビビリが激減します。
切削条件向上・時間短縮によりコストダウンに繋がります。
切削条件向上・時間短縮によりコストダウンに繋がります。

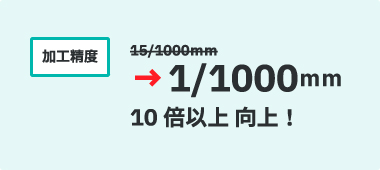
加工精度UP・信頼度UP
固定精度、水平精度を1/1000mmに向上させました。加工精度と信頼の向上になります。


工具費の削減
工具寿命延長により工具費節減及び工具セット回数が減少します。
効果比較
従来の口金付きバイス
魔法の口金付きバイス
バイスメーカー適応表
| 型式 | 口金高さ | 口金幅 | 品番 |
|---|---|---|---|
| VG125 VP125 | 40 mm | 125 mm | MK40-125-M |
| VH125 Vi1216/1222 | 50 mm | 125 mm | MK50-125-M |
| VG150 | 45 mm | 150 mm | MK45-150-M |
| VR150 | 50 mm | 150 mm | MK50-150-M |
| VH150 VF150 VJ150 | 55 mm | 150 mm | MK55-150-M |
| Vi1627/1635 | 55 mm | 160 mm | MK55-160-M |
| VG175 | 50 mm | 175 mm | MK50-175-M |
| VH175 VF175 | 60 mm | 175 mm | MK60-175-M |
| VG200 | 55 mm | 200 mm | MK55-200-M |
| VR200 | 60 mm | 200 mm | MK60-200-M |
| VH200 Vi2041 VF200 | 65 mm | 200 mm | MK65-200-M |
| 型式 | 口金高さ | 口金幅 | 品番 |
|---|---|---|---|
| ETO125 | 45 mm | 125 mm | MK45-125-M |
| LTCV125 LTFV125 LTFH125 | 50 mm | 125 mm | MK50-125-M |
| LTCV160 | 60 mm | 160 mm | MK60-160-M |
| LTCV200 | 70 mm | 200 mm | MK70-200-M |
| 型式 | 口金高さ | 口金幅 | 品番 |
|---|---|---|---|
| VQX125 VM125 | 40 mm | 125 mm | MK40-125-M |
| VE125 | 50 mm | 125 mm | MK50-125-M |
| VQX160 | 45 mm | 160 mm | MK45-160-M |
| VE160 | 60 mm | 160 mm | MK60-160-M |
| VQX200 | 55 mm | 200 mm | MK55-200-M |
| VE200 | 70 mm | 200 mm | MK70-200-M |
| 型式 | 口金高さ | 口金幅 | 品番 |
|---|---|---|---|
| ACE125 HCN125 TK125 RTV125 | 45 mm | 125 mm | MK45-125-M |
| HCN150 TK150 RTV150 | 50 mm | 150 mm | MK50-150-M |
| ACE160 | 55 mm | 160 mm | MK55-160-M |
| TK175 RTV175 | 55 mm | 175 mm | MK55-175-M |
| ACE200 HCN200 TK200 RTV200 | 60 mm | 200 mm | MK60-200-M |
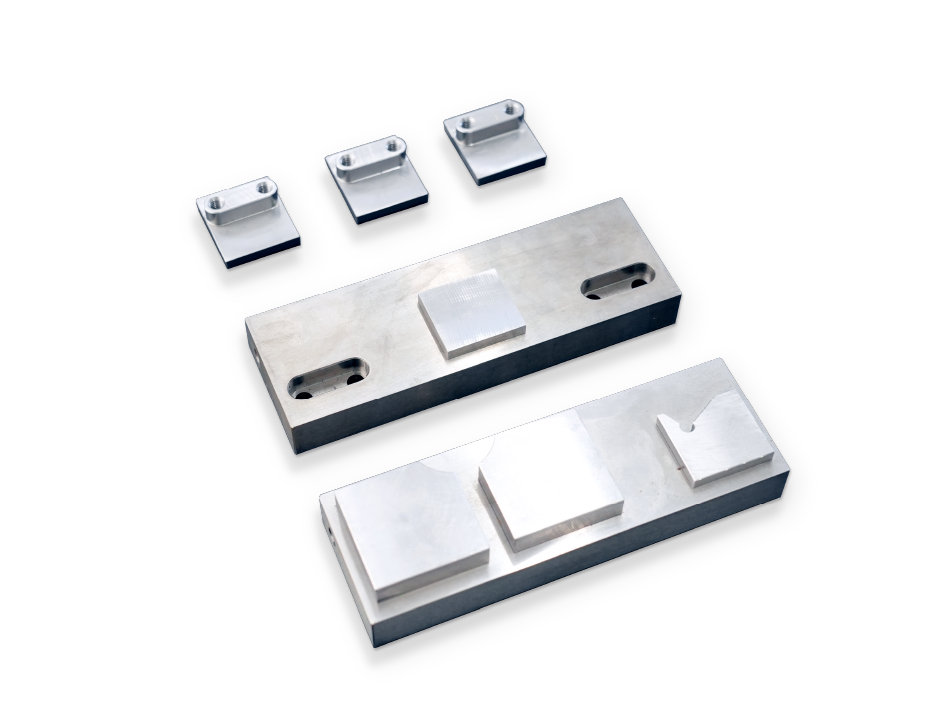
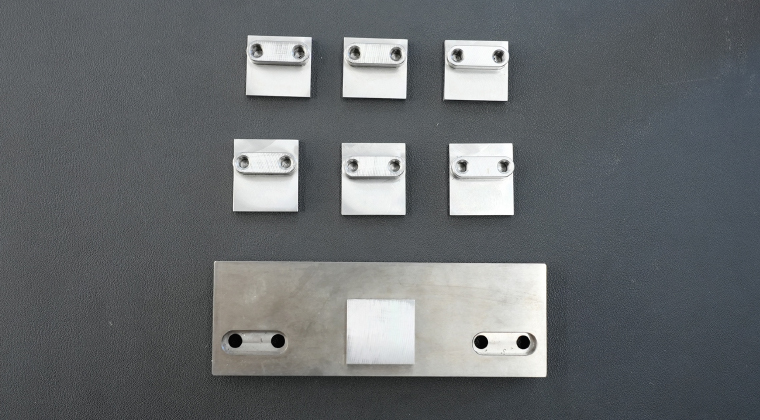
「魔法の口金」はマグネットタイプが標準品ですので従来の口金に簡単に取付け出来ます。
(口金がブロックタイプのバイスは直接ブロックの口金に取付けて下さい。)
(口金がブロックタイプのバイスは直接ブロックの口金に取付けて下さい。)
- ・魔法の口金は移動側と固定側の2個使う事をおすすめします。
- ・魔法の口金を一個取付けの場合は、移動側に付けて下さい。(移動側のみ交換しても90%の効果が得られます。)
- ・表記に無い場合でも従来の口金と同じ高さで幅の近い物が、ご使用頂ける場合がございます。
- ・標準タイプ(マグネット)以外は受注生産となる為、別途御見積が必要です。口金のサイズ及び、ボルトの位置とサイズをご指定下さい。
安全に関するご注意点
使い方を誤ると事故やケガに至る危険があります。
使い方を誤ると事故やケガに至る危険があります。
- ・魔法の口金を使用する場合は、必ずワークの底面がバイスの一点でも接するか、ライナー(パラレルブロック)等を敷いて御使用下さい。
- ・油性切削液をご使用の場合は、メーカーに御相談下さい。
- ・ワークのクランプは、口金がワークに接するまではゆっくりと締めて下さい。接してからは、速く締めても構いません。
- ・ボルトタイプ取付けの際、型式によりブロックの加工が必要な場合もございますのでお問い合わせください。
- ・加工物は本製品の幅中央部で固定して下さい。
- ・クランプ後、加工物と敷板が密着していない場合は、もう一度、締め直して下さい。
- ・ワークによってはクランプ後、ワーク上面をソフトハンマー等で軽く叩くと密着します。
- ・従来付いている口金の高さを超えた口金を使用すると危険です。